What is BTA Drilling?
BTA drilling process and it's key technical considerations
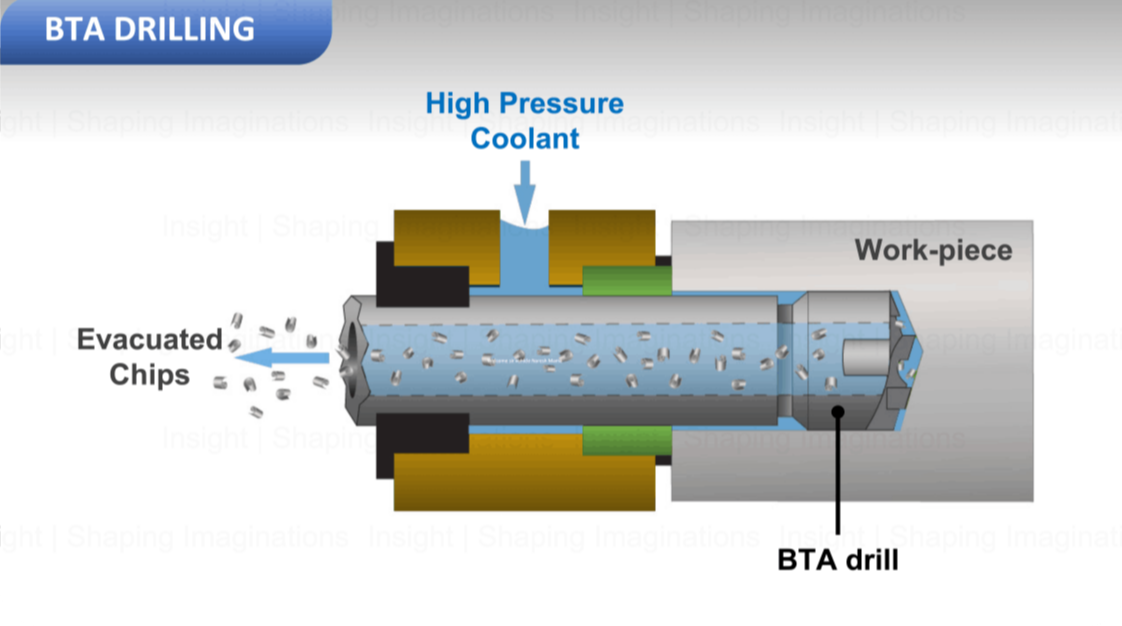
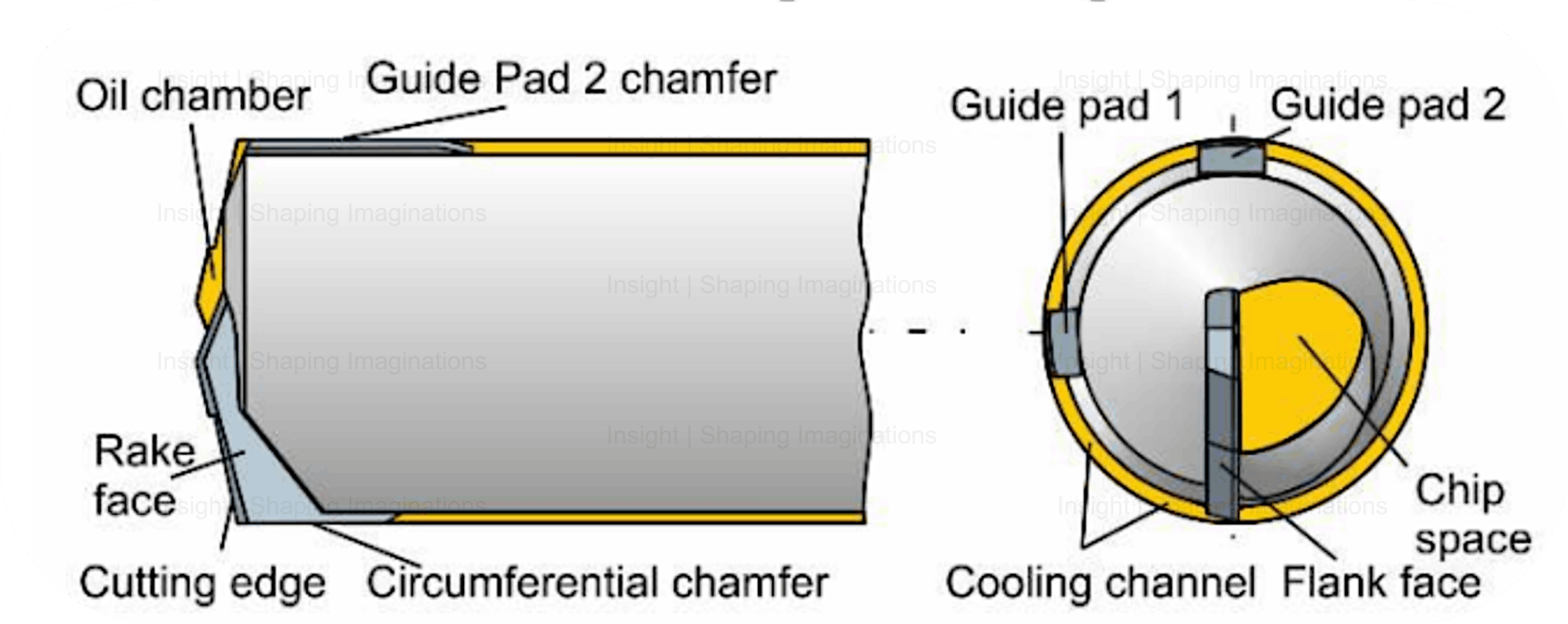
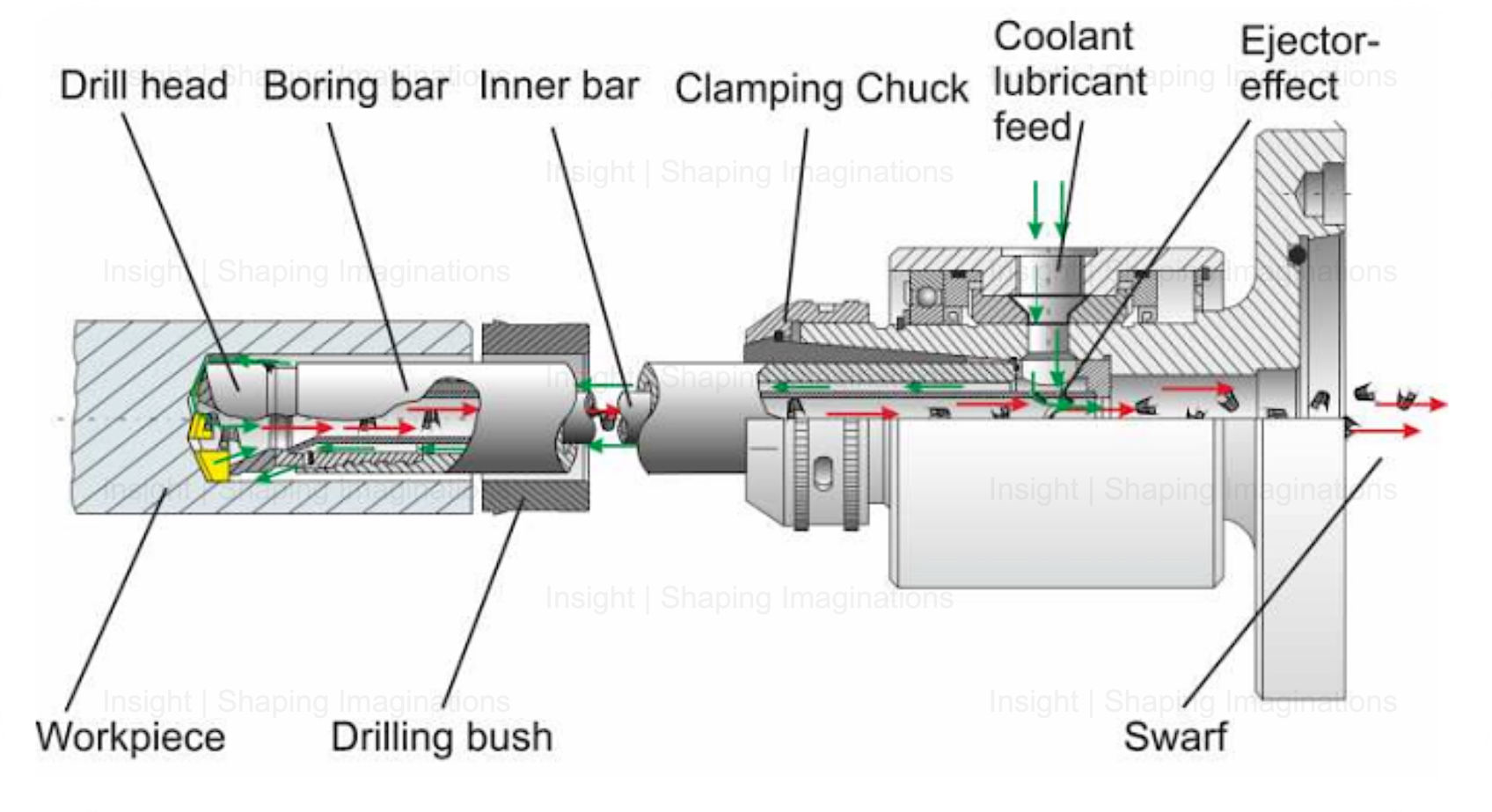
BTA drilling is a highly specialized drilling process that offers exceptional precision and efficiency for deep hole drilling applications. By understanding the recommended cutting parameters, tool geometry, coolant requirements, machine features, and mechanical aspects, manufacturers can optimize BTA drilling processes for various industries.
With its ability to achieve tight tolerances and excellent surface finish, BTA drilling plays a vital role across a wide array of industries that require deep hole drilling operations such as
▸ Oil and Gas
▸ Automotive
▸ Aerospace
▸ Energy
▸ Defence
▸ Heavy Machinery
▸ Medical Device Manufacturing
▸ Construction Equipment
A few application examples:
▸ Oil and Gas Industry: BTA drilling is extensively used in the oil and gas sector for drilling long, straight, and accurate holes in components such as drill collars, production tubing, risers etc.
▸ Automotive Industry: In the automotive sector, BTA drilling finds applications in manufacturing components like engine blocks, transmission shafts, suspension tubes, drive axles, etc., where deep holes with high precision are crucial.
▸ Aerospace Industry: BTA drilling is employed in the aerospace sector for drilling holes in turbine components, landing gear, airframe structures, to name a few - ensuring high-quality and reliable performance.
Comparison to Gun Drilling:
Gun drilling is a conventional deep hole drilling process that is often compared to BTA drilling. While both processes are suitable for deep hole drilling, they have distinct characteristics. Gun drilling typically achieves higher aspect ratios (L/D ratios) and is well-suited for smaller diameter holes. BTA drilling, on the other hand, is more suitable for larger diameter holes and offers better chip evacuation and surface finish control.