What is Deep Hole Drilling?
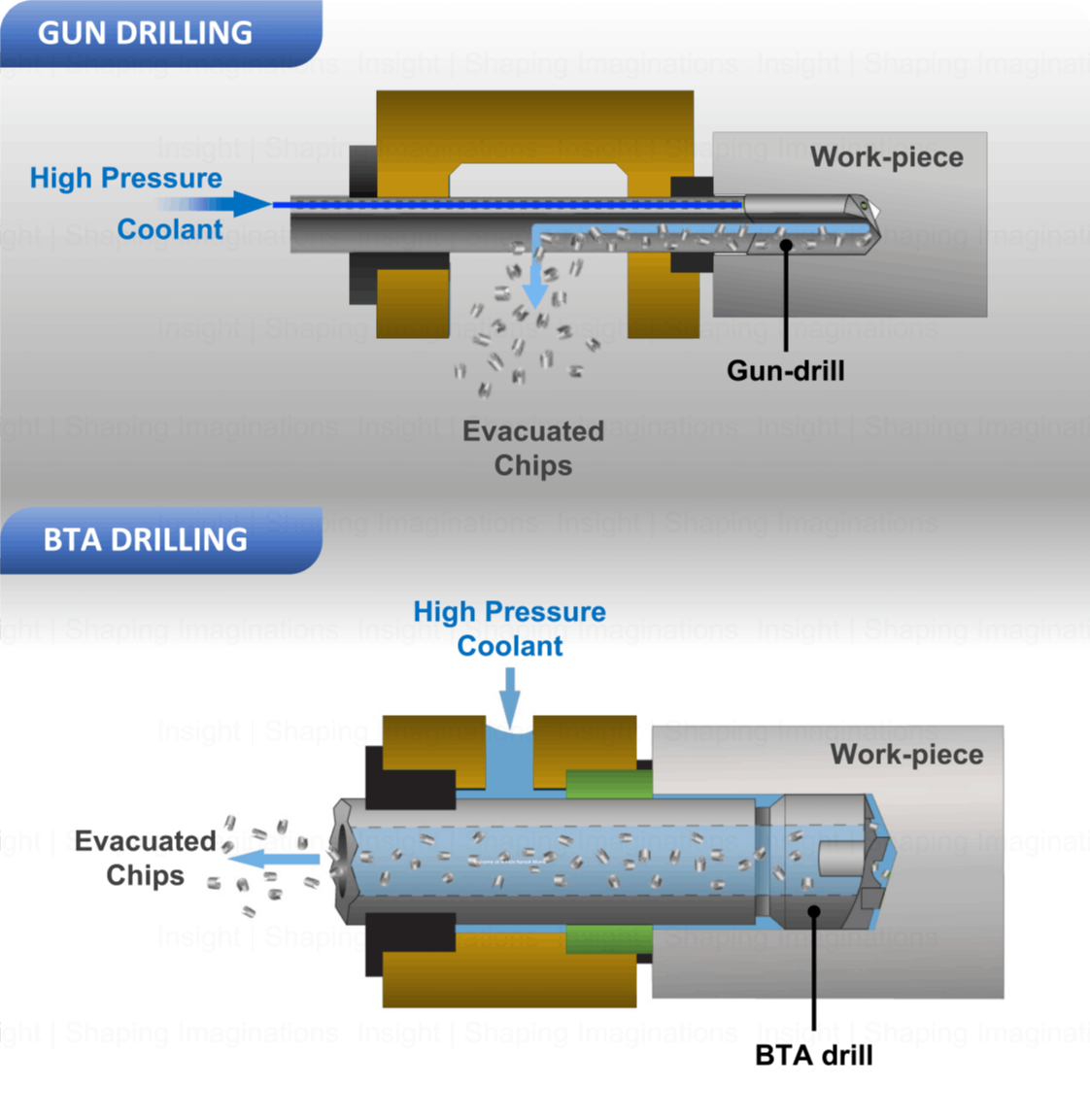
Deep Hole Drilling Process | Gun-drilling | BTA drilling | Focusing on Gun Drilling
When the Length to Diameter ratio (L/D) is greater than 10:1, in practice - such holes are typically considered as 'deep holes'.
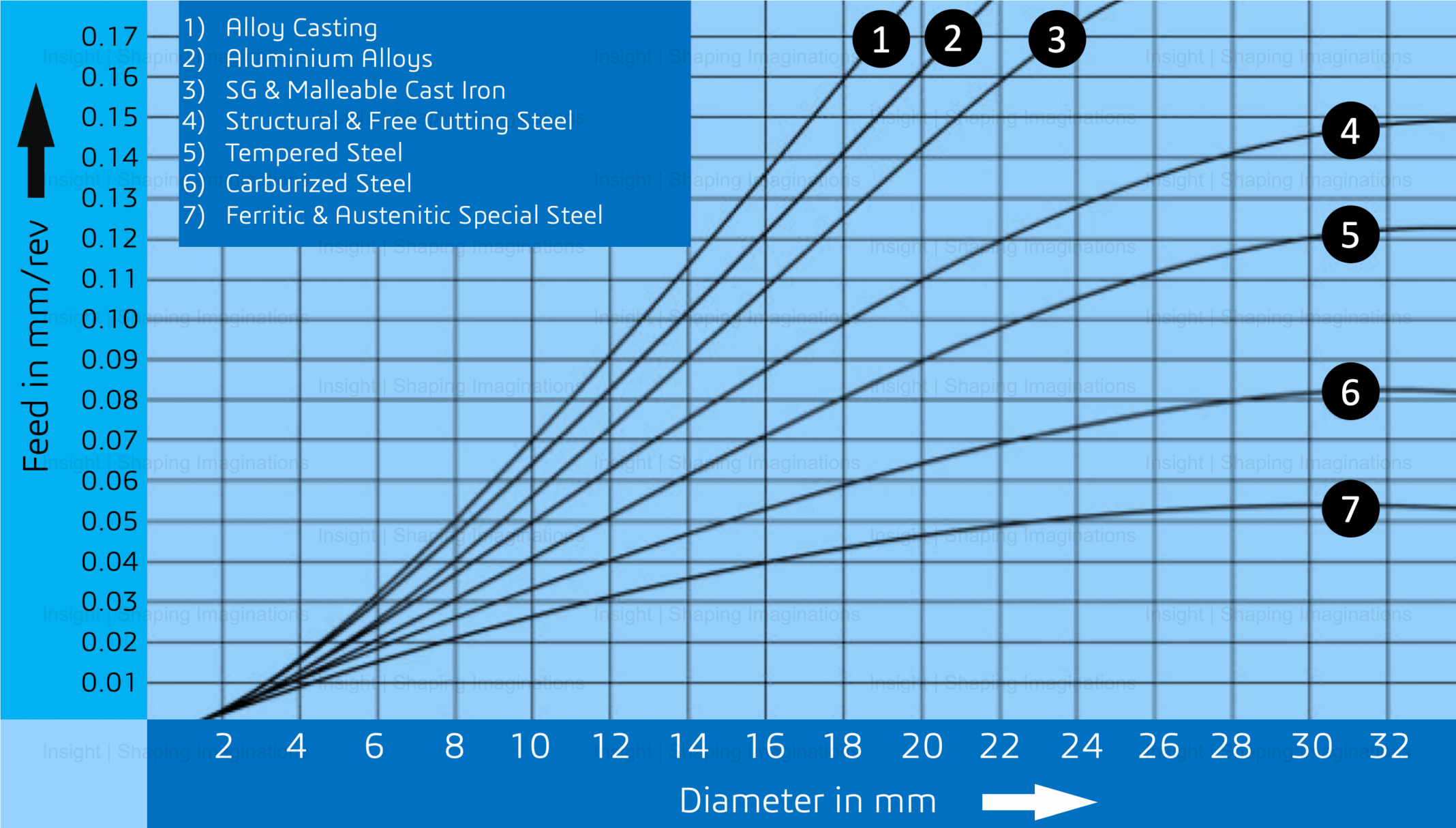
Gun drilling & BTA drilling - together make up two elementary types of Deep Hole Drilling processes, and are used on a variety of materials from Aluminium to Super-alloys.
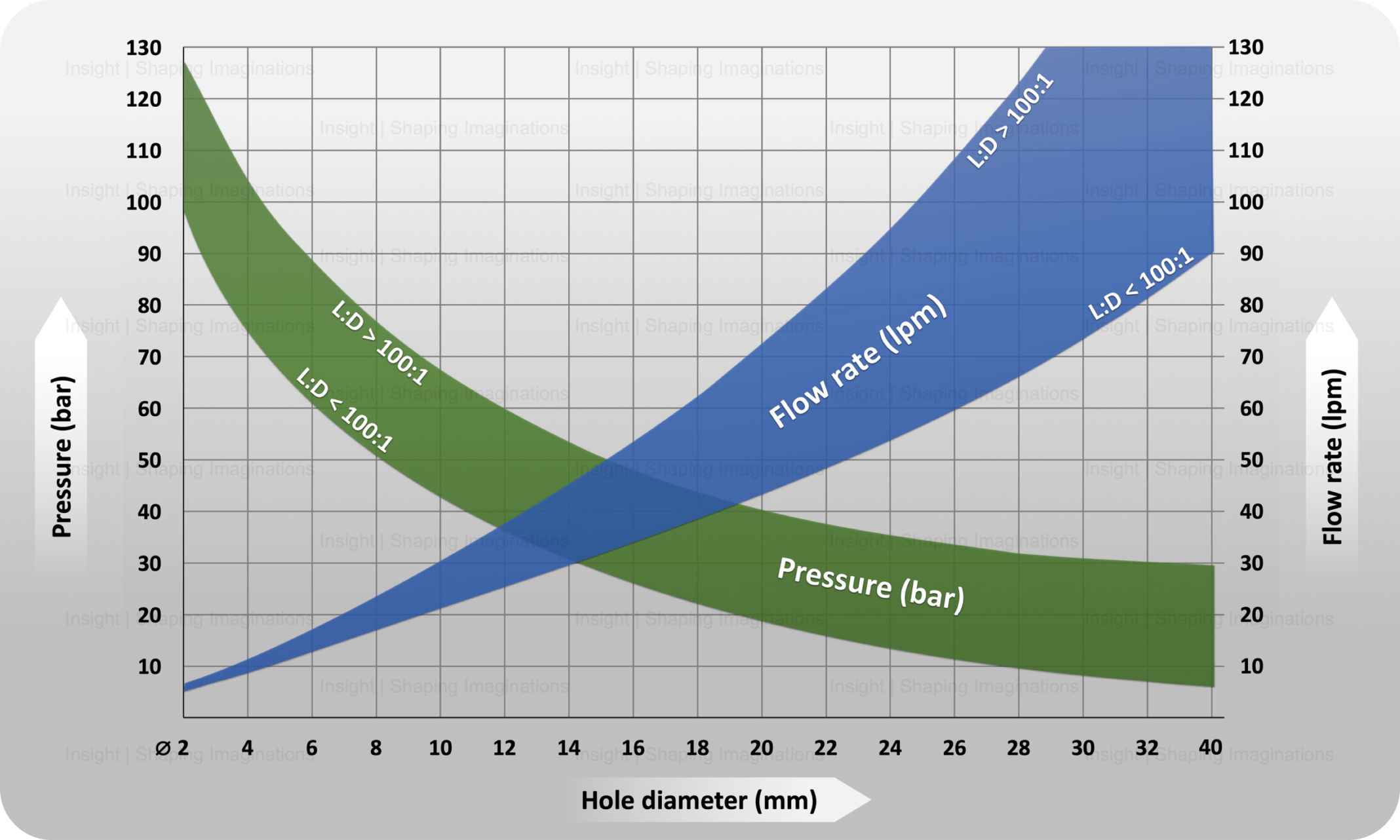
Due to the way in which the process takes place, compared to traditional twist drills - deep hole drilling is capable of achieving tighter diameter control, hole straightness, and superior surface finish into workpieces. Hence, relative to CNC Machining Centers, deep hole drilling achieves pretty large L/D ratios (as high as 400:1 or more!) owing to the use of specialized tool geometry with high pressure through coolant to evacuate chips on real-time basis.
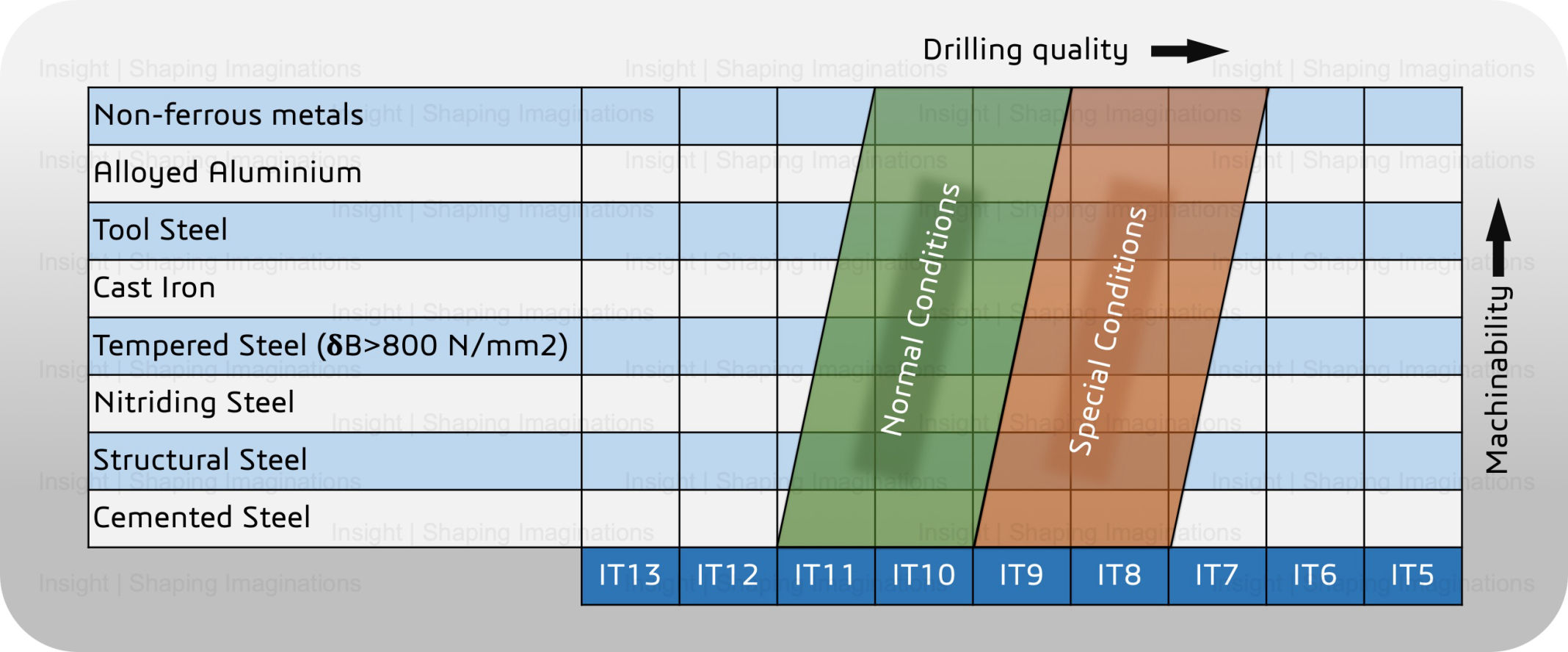
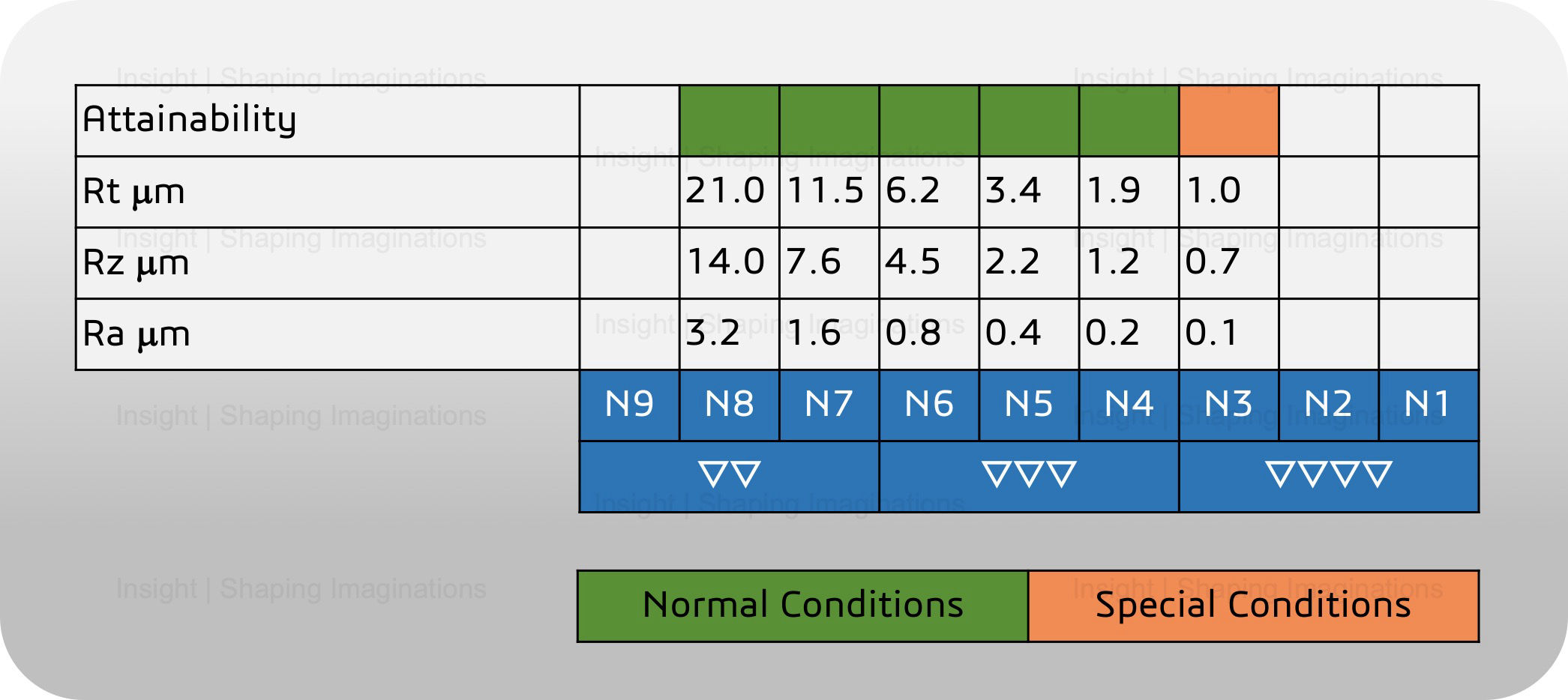
This operational schema enables manufacturers to achieve pretty good manufacturing tolerance bands and production volumes quite reliably, accurately, and efficiently.
Deep hole drilling machines are different from general drilling machines and machining centers - as in being designed, manufactured & assembled in a way that optimizes the drilling process for straightness and operational efficiency. But then of course - advances in attained in CNC machining centers equipped with high spindle-through coolant pressure - enable gun-drilling albeit with limited L/D ratios.
Insight's iDrill DH Series line-up is a class of machines that exude performance driven design from quarters of machine building - setting these machines in a class of their own.